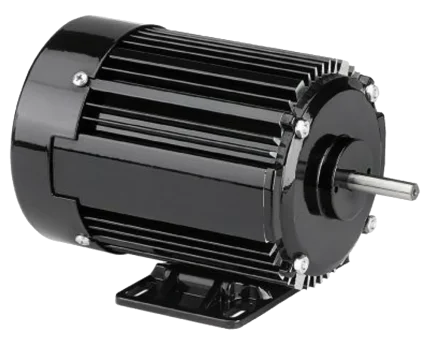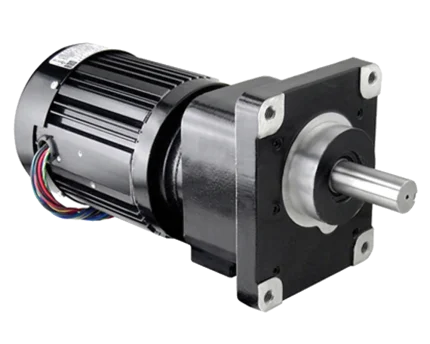

Unit Handling Motors deliver precise torque and speed control designed for conveyor and material handling applications. These specialized AC motors, often referred to as conveyor motors or material handling motors, reliably power equipment such as baggage conveyors, package sorting systems, assembly lines, and other critical industrial transport machinery. Built for continuous-duty cycles, unit handling designs are engineered to withstand frequent start-stop operations, heavy workloads, and demanding environmental conditions typical in manufacturing, distribution centers, and logistics facilities. Selecting an appropriate conveyor motor ensures the consistent and efficient movement of boxes, pallets, packages, and goods, thereby enhancing overall productivity and reducing downtime. Available in a variety of gear ratios, mounting configurations, and performance specifications, these motors offer tailored solutions precisely matched to conveyor system requirements. For applications involving severe operating conditions, consider severe-duty motors. For systems requiring precise speed adjustments, opt for inverter-ready motors designed for compatibility with variable-frequency drives (VFDs). All motors are stocked in Northern Illinois for same-day pickup or fast regional delivery, and each undergoes rigorous testing to meet industry standards. Technical specialists are available to support the selection of gear ratios, mounting types, voltage, and performance characteristics, ensuring seamless integration and long-lasting, reliable performance.

Unit Handling Motors
Description